Pracovní postup broušení
Jak správně postupovat při broušení skluznic lyží a snowboardů?
Skluznice
- Broušení pásem (2.1)
- Výbrus na kameni (2.2)
- Výbrus na kameni – výhody / nevýhody (2.2.1)
- Srovnání broušení na pásu / kameni (2.3)
- Struktura na skluznici po výbrusu na kameni (2.4)
- Tvorba struktury (2.4.1)
- Základní struktury (2.4.2)
- Možnosti struktur (2.4.3)
Hrany
- Hrany a jejich úhlování (2.5)
- Metody broušení hran (2.6)
- Ceramic Disc Finish – broušení hran keramickými disky (2.7)
- Výhody broušení hran keramickými disky (2.7.1)
- Ceramic Disc Finish – Výsledky (2.7.2)
- Ceramic Disc Finish – Použití (2.7.3)
- Ceramic Disc Finish – Reference (2.7.4)
- Srovnání broušení hran pásem – keramickými disky (2.8)
- Broušení hran keramickými disky (2.9)
- Broušení hran pásem (2.10)
- Leštění (polishing) (2.11)
Voskování (2.12)
- Metody voskování (2.12.1)
- Hloubka voskování (2.12.2)
2.1 Broušení pásem
Toto broušení odkazuje na broušení skluznice a hran brusným pásem k tomu určeným.
Rozlišuje se mezi:
- Předbroušením skluznice a hran
- Finálním broušením
Oblast použití:
- Základní předbroušení lyží
- Předbroušení a finální broušení lyží a snowboardů
TIP
Kvalitní servis by měl vždy zahrnovat broušení kamenem v kombinaci s broušením hran keramickým kotoučem. Předbroušení - zvláště v případě těžce poškozených hran (rez) a skluznice - může zvýšit životnost brusného kamene a keramického kotouče.
Navíc, v případě nerovných skluznic (dětské lyže nebo snowboardy), pásové broušení dosahuje dobrých výsledků.
2.2 Výbrus na kameni
Při broušení kamenem je do brusného kamene vyřezávána struktura pomocí orovnávacího diamantu, a následně přenášena broušením na skluznici.
Rozlišuje se mezi:
- Předbroušením / srovnáním skluznice
- Finálním broušením / strukturováním
Oblast použití:
- Předbroušení lyží a snowboardů
- Předbroušení a finální broušení lyží a snowboardů
2.2.1 Výbrus na kameni - výhody / nevýhody
Výhody:
- Absolutně plochý výbrus
- Přesný, reprodukovatelný výbrus
- Skluznice bez chlupů
- Dobré kluzné vlastnosti i u nenavoskované lyže
- Je možné vytvořit různé hloubky drsnosti a různé struktury nastavením rychlosti orovnávání, kamene a posuvu
Nevýhody:
- Musí se provést konečná úprava hrany (struktura v hraně)
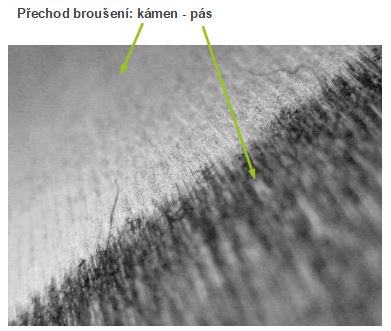
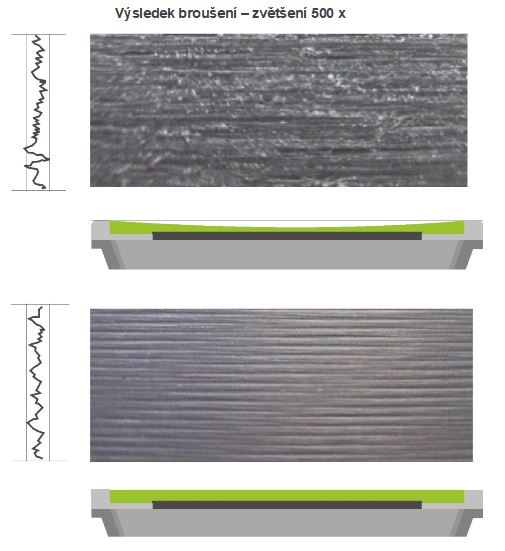
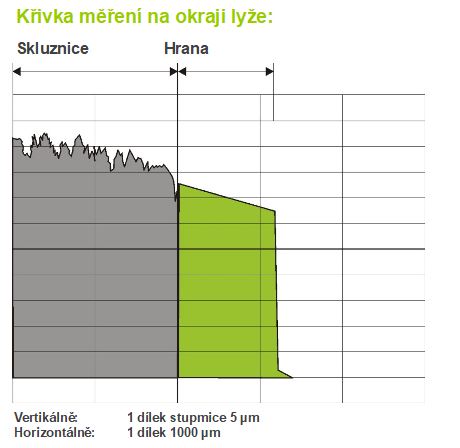
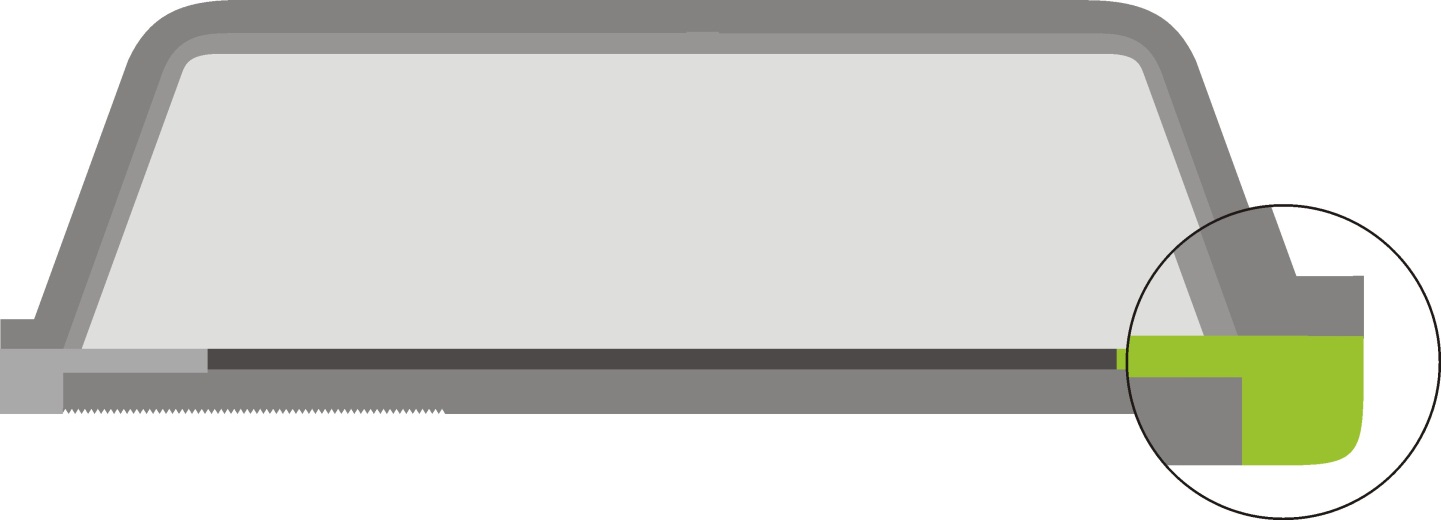
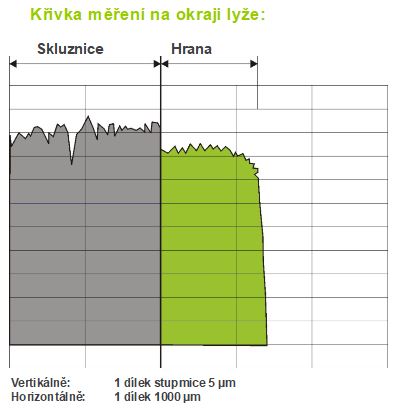
2.3 Srovnání broušení na pásu / kameni
Typický příčný řez po broušení pásem:
- Skluznice lehce dutá
- Hrana mírně zaoblená navenek
- Skluznice mírně chlupatá
Typický příčný řez po broušení kamenem:
- Zcela plochá lyže
- Hrana zcela plochá, dokonale připravená pro její další broušení
- Skluznice zcela bez chlupů
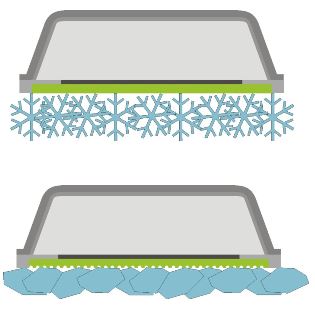
2.4 Struktura na skluznici po výbrusu na kameni
K čemu slouží struktura?
- Struktura snižuje tření mezi podložkou (sněhem) a skluznicí.
- U chladného, krystalického sněhu by měla být plocha lyže co možná nejhladší, aby docházelo k co možná nejmenšímu tření.
- U amorfního, mokrého sněhu je strukturovaná plocha lyže lepší, protože redukuje tření. Vzdušné prostory mezi plochou lyže a sněhem zabraňují „sacímu efektu".
2.4.1 Tvorba struktury
Orovnávací diamant vyřezává strukturu do brusného kamene, jako závit.
Struktura je výsledkem různých parametrů:
- Rychlost otáčení kamene
- Rychlost posuvu diamantu
- Hloubka výřezu
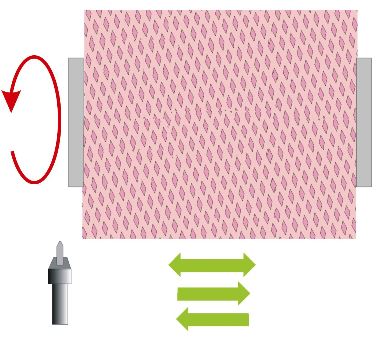
2.4.1 Tvorba struktury
Podobně jako při řezání závitů na soustruhu vzniká rovnoměrným a nastavitelným pohybem diamantu přes kámen jemná drážka, která je při broušení přenášena na lyži. V závislosti na rychlosti diamantu a otáček kamene vzniká hrubá nebo jemná struktura.
Orovnáváme-li kámen diamantem pomalou rychlostí (např. 5 mm/sek), je vzdálenost drážek vytvořených diamantem menší a drážky se částečně překrývají, čímž vzniká jemná struktura. Naopak, orovnáváme-li kámen diamantem rychleji (např. 12 mm/sek), je vzdálenost drážek vytvořených diamantem odpovídajícím způsobem větší, čímž také méně častěji dochází k překrývání drážek a vzniká hrubší a hlubší struktura.
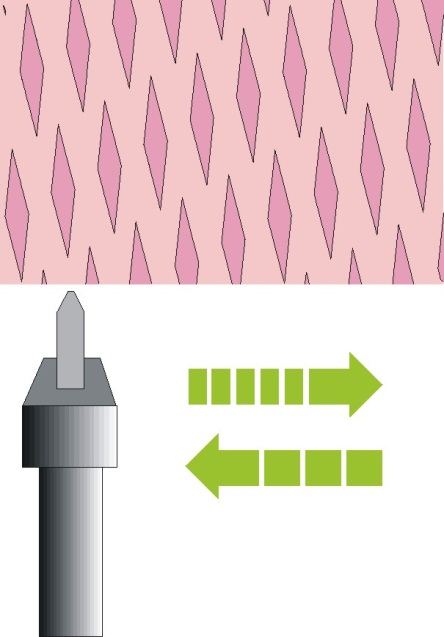
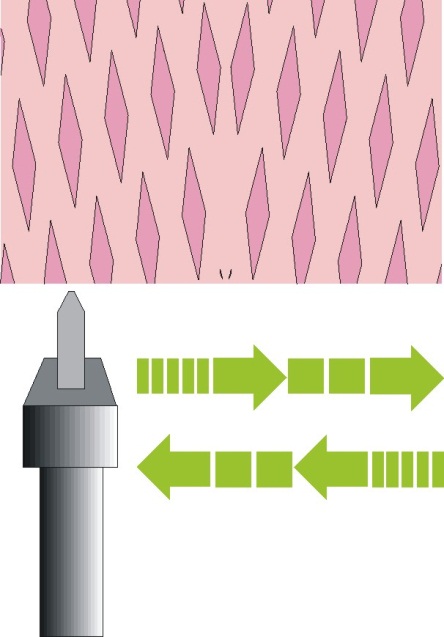
Struktura může také vzniknout tak, že se kámen orovnává pouze jedním směrem (lineární struktura) nebo oběma směry (křížková struktura).
U speciálních strojů je rovněž možné nastavit orovnávací rychlost daného směru nestejně, čímž vznikne buď šikmá křížková struktura nebo šipkovitá struktura.
Diamant se po ukončení orovnávání automaticky posune o 0,5 mm blíže k brusnému kameni a tím je připraven k dalšímu orovnávání.
Abyste mohli přesně reprodukovat struktury, je nezbytné nastavit veškeré parametry jako u reprodukované struktury (počet otáček, rychlost orovnávání a rychlost posuvu) nezávisle na průměru kamene!
Chcete-li dosáhnout plynulého úbytku materiálu, musíte počet otáček kamene přizpůsobit jeho průměru (viz. diagram k nastavení obvodové rychlosti jednotlivých strojů).
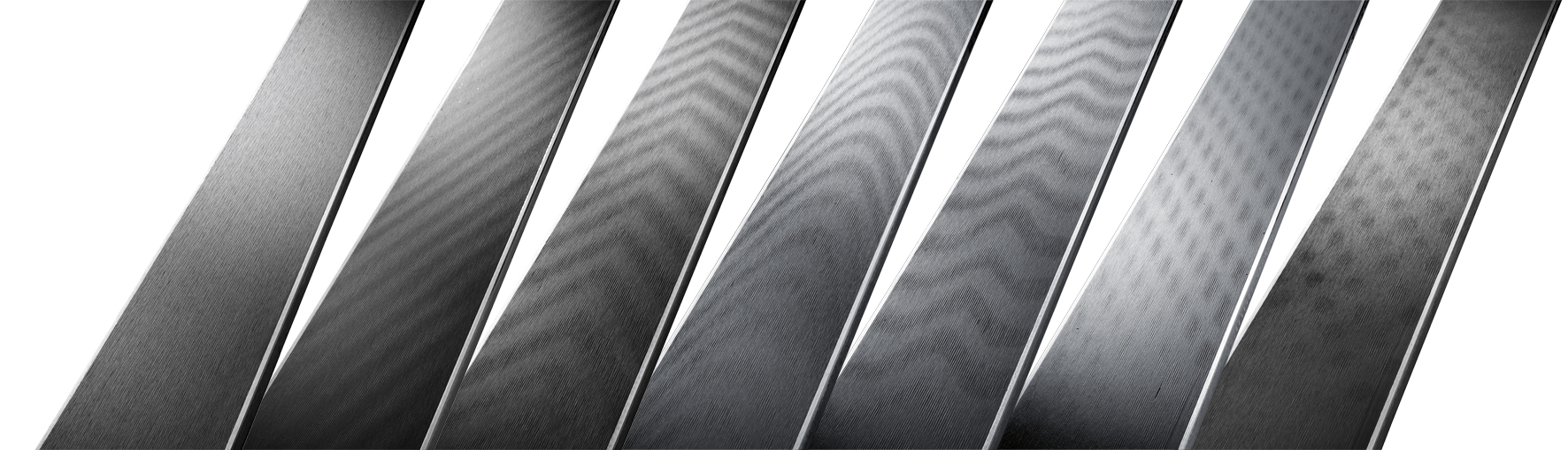
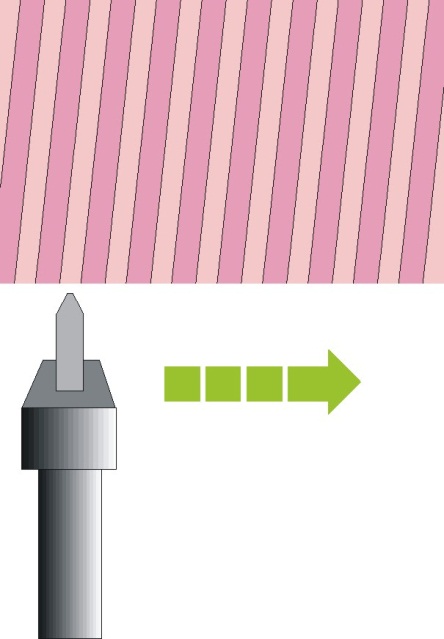
2.4.2 Základní struktury
Lineární struktura:
- Diamant orovnává kámen v jednom směru.
Křížová struktura:
- Diamant orovnává kámen v obou směrech stejnou rychlostí.
Šikmá křížová struktura:
- Diamant orovnává kámen v každém směru jinou rychlostí.
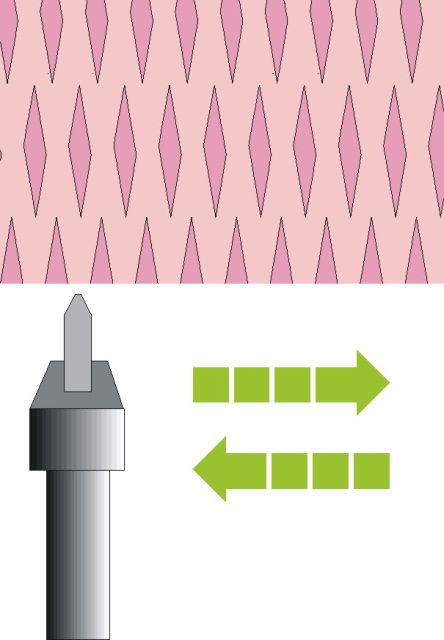
Šípová struktura:
- Diamant orovnává kámen v obou směrech do středu rychle a od středu pomalu.
2.4.3 Možnosti struktur
Textura struktury je závislá na rychlosti orovnávání:
- Čím nižší rychlost, tím jemnější struktura
- Čím vyšší rychlost, tím hrubší struktura
Základní pravidlo:
- Čím je sníh chladnější, tím musí být jemnější struktura
- Čím mokřejší sníh, tím musí být hrubší struktura
2.5 Hrany a jejich úhlování
2.6 Metody broušení hran
Strojové:
- Broušení keramickým kotoučem (Ceramic Disc Finish) (2.7)
- Broušení pásem (2.8)
Manuální:
- Pilník
- Brusný papír



2.7 Ceramic Disc Finish - broušení hran keramickými disky
Ceramic Disc Finish zahrnuje broušení hran keramickým kotoučem, který je samo ostřící a zajišťuje tak konzistentní kvalitu broušení.
Ceramic Disc Finish je vhodný pro broušení:
- Boční hrany
- Spodní hrany


2.7.1 Výhody broušení hran keramickými disky
Podstatné výhody:
- Přesná geometrie hran
- Přesný úhel výbrusu po celé délce lyže
- Plochý, hladký povrch (viditelná struktura nemá vliv na výkon hrany)
- Brusný kotouč se sám ostří
Zásadní přednosti:
- Lyže lze snadněji zatočit
- Lépe drží na ledě
- Hrany mají delší životnost
- Snadnější carving
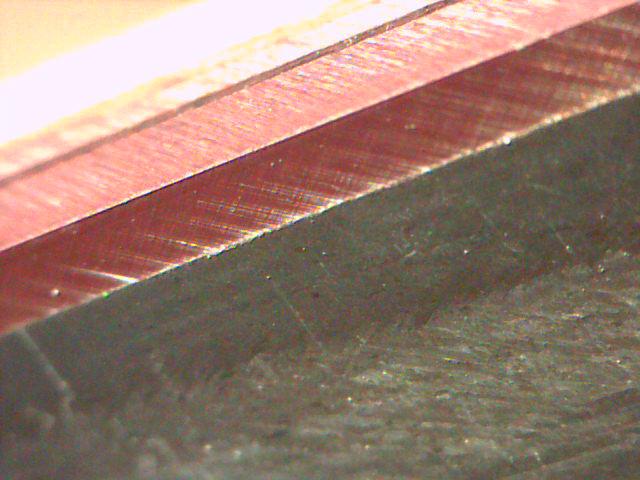
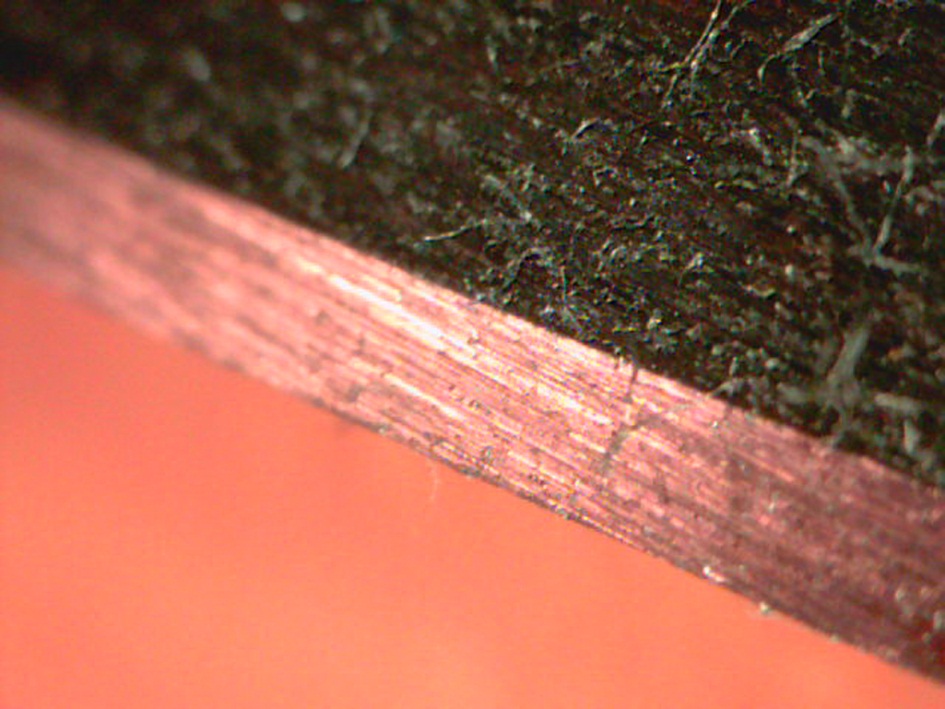
2.7.2 Ceramic Disc Finish - výsledky
- Viditelná ostrost hran
- Přesná, konzistentní geometrie hran
- Charakteristický jemný křížový vzor
- Přesný úhel výbrusu po celé délce lyže
2.7.3 Ceramic Disc Finish - použití
Boční a spodní hrany
Brusné kotouče byly vyvinuty speciálně pro broušení bočních a spodních hran. K dosažení co nejlepšího servisu hran dodržujte následující doporučení:
Správná příprava lyží
- Broušení spodní hrany: vybruste lyži do hladka (výbrus kamenem po celé šíři lyže)
- Broušení boční hrany: stáhněte boční profil (především u sendvičových lyží s širokými bočními profily)
- Překontrolujte stav hrany (např. zaoblená nebo silně podbroušená hrana potřebuje několik výbrusů)
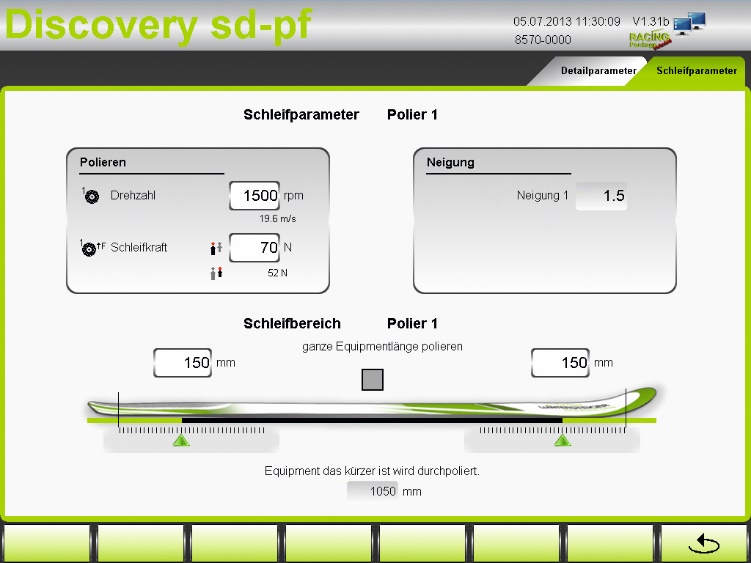
Správné nastavení stroje
- Zajistěte dostatečný přísun chladící kapaliny (otevřít vodní kohouty)
- Dávejte pozor, aby proud vody chladil přímo brusnou zónu
- Dávejte pozor, aby byl proud vody stejně silný na obou stranách
- Překontrolujte správná nastavení podle návodu k použití (nastavení tlaku pro broušení, parametry nastavení atd.)
- Bruste střídavě boční a spodní hrany
Výsledek broušení
Optický výbrus, úbytek materiálu na lyži a počet uskutečněných výbrusů není vždy shodný. Rozhodující vliv mají:
- Stupeň poškození ocelové hrany
- Tvrdost ocelové hrany
- Stav ocelové hrany (boční hrana je zaoblená nebo plochá, šířka hrany)
- Zda se brousí i „boční profil" (side wall)
Brusné kotouče u keramického disku
Při dodržení výše uvedených doporučení dosáhnete optimálních výsledků broušení. Za příznivých předpokladů můžete s jedním párem kotoučů provést více než 1000 výbrusů.
Brusné kotouče podléhají určité výrobní toleranci, proto je třeba brát na vědomí následující:
- Opotřebení obou kotoučů může být různé a je přípustné (u dvoudiskových strojů).
- Počet dosažitelného počtu výbrusů se může pár od páru a kotouč od kotouče lišit.
Na dobře udržovaném a dobře nastaveném stroji je možné u všech lyží dosáhnout dobrého výsledku broušení. Optický dojem a úbytek materiálu může být však na základě výše uvedených faktorů, které výsledek broušení ovlivňují, podstatně odlišné.
2.7.4 Ceramic Disc Finish - reference
Můžete důvěřovat technologii WINTERSTEIGER Ceramic Disc Finish:

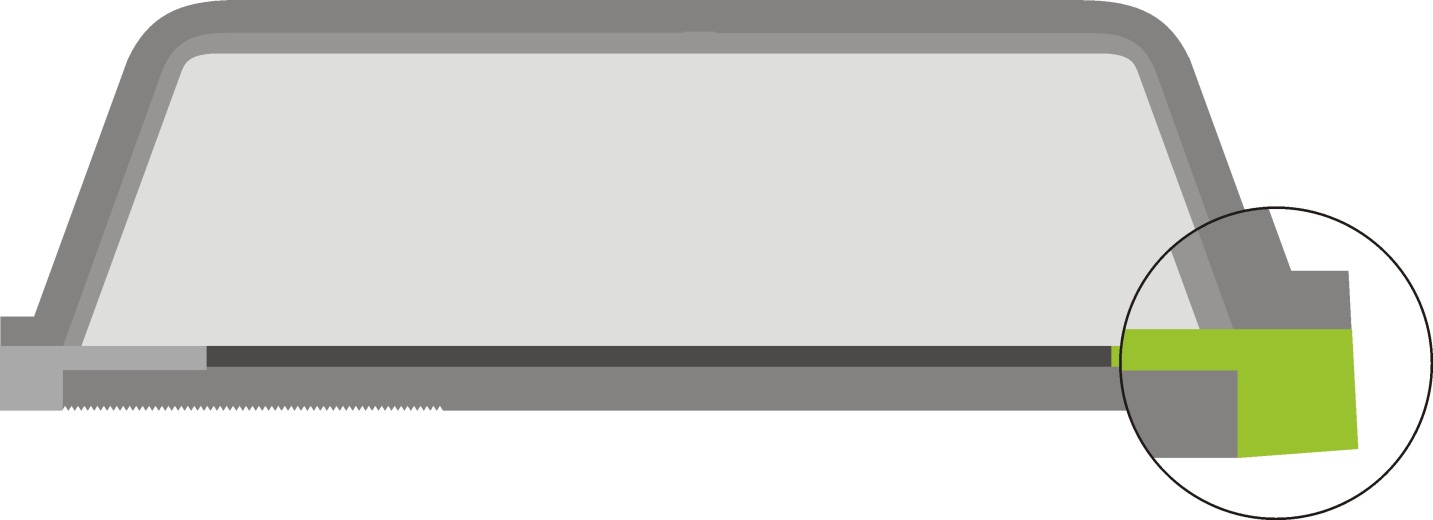
2.8 Srovnání broušení hran pásem - keramickými disky
Broušení boční / spodní hrany brusným pásem:
Broušení boční / spodní hrany keramickým diskem:

2.9 Broušení hran keramickými disky
Broušení hran keramickým diskem
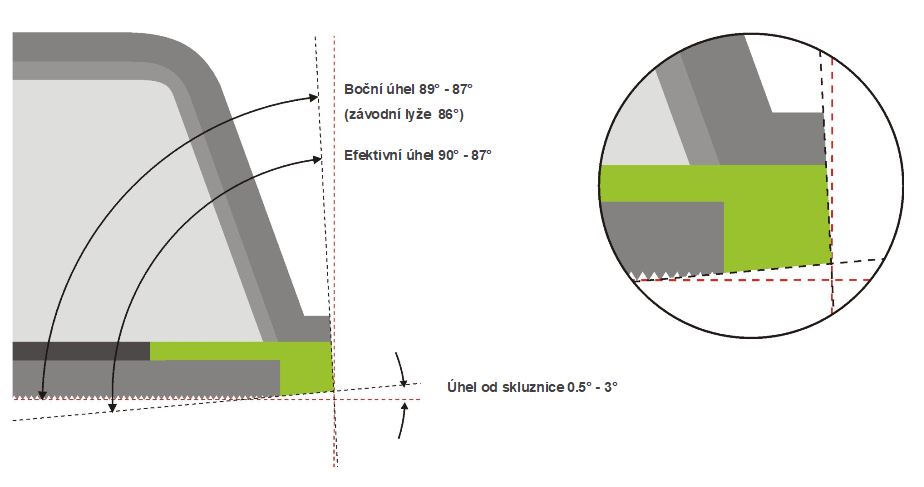
- Boční hrana : 89° - 87°; Závodní lyže: do 86°
- Spodní hrana : zhruba 0.5° - 1°; Sjezdové lyže/Carving
Výhody:
- Přesná geometrie hran
- Přesné úhly výbrusu
- Jemný, hladký povrch
- Snadná ovladatelnost lyže
- Lépe drží na ledě
- Delší životnost hran
2.10 Broušení hran pásem
Broušení hran pásem
- Boční hrana: 89° - 87°
- Spodní hrana: 0.5° - 1°
Nevýhody:
- Nepřesná geometrie hran
- Zaoblené hrany
- Drsný povrch
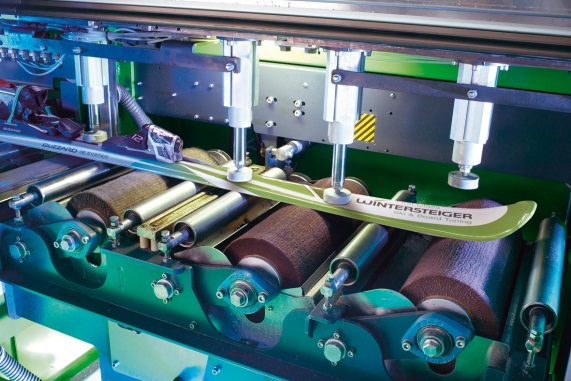
2.11 Leštění (polishing)
Leštící modul je ideálním doplňkem keramického disku. Jeho keramicky vázané kotouče vyleští spodní hranu v oblasti špičky a paty a dosáhnou tak opticky dokonalé spodní hrany bez nutnosti dalších ručních dokončovacích prací.
Při leštění, špičky a paty spodních hran jsou jemně dolešťovány – o cca. 0,3° větší odklon.
Výhody:
- Lepší vzhled
- Snadnější točivost

2.12 Voskování
Co voskování zahrnuje a proč vlastně voskovat?
Voskování není pouze pro profesionální lyžaře. Začátečníci také zjistí, že lyžování s navoskovanými a dobře udržovanými lyžemi je snazší a zábavnější.
Tření způsobené klouzáním lyží na sněhu částečně taví sněhové krystaly na kontaktních místech. Mikroskopické kapky vody působí jako určitý druh mazání mezi lyží a sněhem.

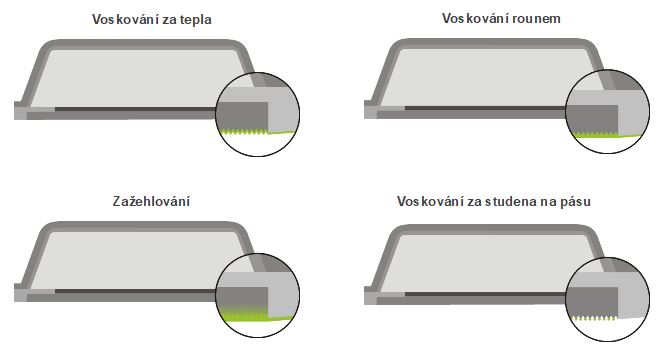
2.12.1 Metody voskování
Voskování za tepla na válci
- Válec se zahřeje a vosk je nanášen za tepla v tekutém stavu (případně je třeba následně leštit).
Voskování rounem
- Speciální rouno se nasaje tekutým voskem. Díky pomalé rychlosti posuvu lyže přes horkou desku se vosk optimálně vsakuje do skluznice (je nezbytná jemná následná úprava).


Zažehlování
Manuální nános vosku pomocí speciální žehličky.



Voskování za studena na pásu
Během tohoto procesu se pomocí speciálního pásu (pás pro voskování za studena) manuálně nanesený vosk na skluznici leští.
2.12.2 Hloubka voskování